Limited Editions and Artist Proofs
Commissioned public monuments notwithstanding, most sculptures cast in bronze or other metals
are produced in limited editions, the size of which is aimed at meeting profit objectives while
coming just short of anticipated market demand. The sculptor's participation in the manufacturing
process is usually limited to giving input on matters such as fragmenting the master model into
parts for mold making, and what color patinas to use. Foundry artisans perform the tasks of creating
molds, casting metal, and finishing.
Edition sizes may be as small as 10 or fewer, and as large as a few thousand. Heat and other
factors inevitably put wear on the mold during each casting. The mold is discarded when it deteriorates
to the point where it no longer meets quality standards. Depending on how large and detailed the
design is, each mold may produce any number of castings, from just a few to 25 or more. The edition
size dictates how many molds are made from the original clay model, and every sculpture created from
these first-generation molds is an original. Reproductions come from molds that were formed from a
finished sculpture or another artist's interpretation of the original artwork.
An artist proof (AP) is the first casting to come out of a mold. Subsequent castings are often
referred to as LE's, for limited editions. To ensure the mold is correct and other phases of the
manufacturing process adhere to specification, artist proofs go through more rigorous quality
control inspections and typically cost more than the LE's. Since every mold yields one AP, limited
edition sculptures will almost always have multiple AP's, which do not count toward the edition size.
Many collectors favor sculptures that carry a relatively low LE number. The desirability of a
piece numbered 1 or 5 is purely psychological and has nothing to do with its physical characteristics.
Indeed, an LE 25 may well be the final casting out of a mold before the latter becomes unusable
and is tossed away, whereas a high LE number like 1274 could be only the second casting from another
mold, following the AP. As long as the foundry enforces the proper quality standards, no original
should be "superior" to another from the same edition.
LE numbers are usually stamped onto sculptures in the finishing stages of production. Except for
numbers like an LE 1, it's unlikely that foundries sequentially stamp the numbers in the exact same
order the sculptures were cast, unless the edition size is very small. In other words, an LE 250
out of 250 should not be represented as the last sculpture made unless the foundry expressly certifies
it as such.
It is worth noting that an edition size of 150 doesn't always mean all 150 LE's were produced.
Whether it's weak sales or any other reason, the foundry may decide to stop production of a sculpture
and retire the piece before the edition size has been reached. The sculpture is reported as
sold out when the entire edition has been distributed to authorized dealers and retailers.
The above text authored by manitouj.com (revised 2014). Copyright © 2012
The Lost-Wax Method of Casting Bronze
 Bronze and other cast metal sculptures are the result of a collaboration between
the artist and foundry. Unlike paintings and hand-made artworks that are appreciated
as one-of-a-kind originals, most sculptures are produced in limited editions of vaying
sizes. The practice was born out of the need to spread the manufacturing costs over
a number of castings. Whatever the edition size, all castings made from first-generation
molds are considered originals. Reproductions, or copies, come out of molds that have
been formed, not from the artist's original model, but from a previously cast piece.
Bronze and other cast metal sculptures are the result of a collaboration between
the artist and foundry. Unlike paintings and hand-made artworks that are appreciated
as one-of-a-kind originals, most sculptures are produced in limited editions of vaying
sizes. The practice was born out of the need to spread the manufacturing costs over
a number of castings. Whatever the edition size, all castings made from first-generation
molds are considered originals. Reproductions, or copies, come out of molds that have
been formed, not from the artist's original model, but from a previously cast piece.
There are two basic methods of casting a bronze. The simpler technique of sand casting
uses molds made of compact, fine sand. The lost-wax method – translated from the French
"cire perdue" – is much more complex and common with modern foundries. Although
technology has contributed to raising the consistency level in production quality, the
steps involved in the lost-wax process have not changed since antiquity.
You can find many articles on the Web describing the lost-wax method. With a few edits
of my own, the following was copied from the BronzeWorks semi-annual newsletters published
by Mark Hopkins Sculpture, Inc., between Autumn 1995 and 1998. The Legends foundry – now
Starlite Originals – applies essentially the same process in creating their Mixed Media
sculptures. The color photos below were scanned from the Legends 1996 Collection Catalog; the
black-and-white images are the property of Mark Hopkins Sculpture.
The Mold
Sculptors usually work in clay or a similar material like plastiline, which is a mixture
of clay, oil, and wax. The completed original model is delivered to the foundry, where the
casting process begins with mold making. This procedure is very demanding due to the necessity
of protecting the fragile original artwork from damage. Careful thought precedes any action
at this point, as the level of difficulty of many future stages of casting are dependent
upon a well executed mold.
 The artwork must often be cut into multiple fragments if the angles, size, or complexity
make it impossible to mold in one piece. The mold maker must make critical decisions
concerning the division of the mold, as it will be made in two halves.
The artwork must often be cut into multiple fragments if the angles, size, or complexity
make it impossible to mold in one piece. The mold maker must make critical decisions
concerning the division of the mold, as it will be made in two halves.
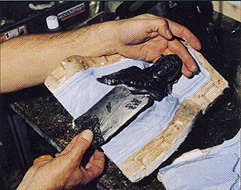
The original sculpture or fragment is surrounded, one half at a time, by a layer of liquid
rubber which has been formulated to flow into every detail of the artwork. Another outside
layer, or mother jacket, consists of plaster and holds the inner rubber layer firmly in
place to prevent shifting or bending.
When the two halves of the plaster mold are completed around the original model, they
are painstakingly pried apart and the artwork removed. The original is used again and again
in the creation of more first-generation molds until the edition size is met, or the model
deteriorates. The two halves of each mold are precisely reassembled; at their core is a
vacancy in the exact shape of the original.
Through an opening which has been left for this purpose, hot wax is poured into the mold.
The wax cools and takes on the shape of the artwork. The wax replica can then be carefully
removed from the mold, ready for the next stage of the casting process.
Wax Chasing
When a wax sculpture is removed from the mold, no matter how carefully it has been molded
and poured, there are small flaws which must be repaired, or chased. Equipped with sculpting
tools, torches, and specialty waxes, foundry artisans smooth away bubbles and seam lines. They
reassemble any parts of the piece which had to be molded separately. When finished, their piece
will be an exact replica of the original work as it was created by the artist.
At this stage, the wax model must be prepared for an additional molding step. Wax sprues
are attached to the wax sculpture to channel the molten metal through the mold and allow
hot gases to escape. A ceramic cup is added which will act as a funnel through
which the molten bronze will be poured.
 The Slurry
The Slurry
The wax replica is taken into a temperature and humidity controlled room where timed
mixing paddles keep liquid ceramic, called slurry, in constant suspension in large vats.
The wax sculptures, which are very fragile, are carefully dipped into the liquid slurry,
then dusted with fine silica crystals. They are allowed to dry for about four hours in
the controlled environment, then dipped once more into the liquid slurry and dusted again
with sand.
This dipping and dusting procedure is repeated over and over, using progressively coarser
sand. With hours of drying time between each coat, the entire slurry cycle usually takes
three days or longer. Eventually, the layers become thick enough to withstand the rigors
of the remaining casting processes. The wax replica is now fully encased in a ceramic shell
one quarter to one half inch thick, awaiting the fires of the next step.
How the Wax is Lost
 Before the ceramic shell can be used to pour bronze, it must be freed from the wax sculpture
around which the mold is formed. To remove the wax without damage to the shell, the mold is
heated to melt out the wax. If not done correctly, the shell will be cracked by the expansion
of the wax as it is heated.
Before the ceramic shell can be used to pour bronze, it must be freed from the wax sculpture
around which the mold is formed. To remove the wax without damage to the shell, the mold is
heated to melt out the wax. If not done correctly, the shell will be cracked by the expansion
of the wax as it is heated.
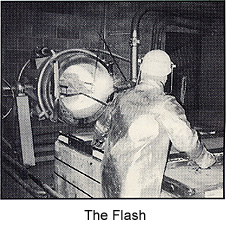
There are several methods of wax removal. Some foundries use an autoclave, in which steam
quickly melts out the wax in a pressurized chamber. Others like Mark Hopkins Sculpture use
a more basic method called "flashing." A furnace is fired up to an intense heat, and each
wax-filled shell is inserted into the furnace using a mobile, long handled rack suspended
from the ceiling. The wax inside the shell is superheated and shoots out openings left for
its escape.
The technician responsible for this stage watches carefully for signs that the pressure
on the inside surface of the shell has been sufficiently relieved. When he feels the shell
is ready, it is removed from the furnace and placed in a large melt-out oven. The remaining
wax can then be melted out more slowly at a lower temperature. All the wax is thus removed,
or "lost," leaving the empty ceramic shell ready to receive the bronze.
The Casting
Just prior to the pouring stage, the shell is heated to nearly 2000°F to fuse the
silica and prevent the mold from shattering when it comes in contact with the molten bronze.
The metal is melted in a crucible in a furnace, then poured into the shell where it is left
to cool.
The ceramic shell is hammered off to reveal bronze in the exact image of the wax sculpture
on which the shell was molded.


Metal Chasing
 Sandblasting removes the remaining shell material from the bronze, leaving it clean
but rough and unfinished. Although the bronze has been cast, it still must be "chased" and
polished. First, the gates and sprues that were added to aid in the casting process are
removed, usually with a plasma cutter. The sculpture is then examined for casting defects
and repaired as necessary. Welding can correct most problems. It can also unite the separate
parts of a sculpture that had to be cast in several pieces due to an intricate design.
Sandblasting removes the remaining shell material from the bronze, leaving it clean
but rough and unfinished. Although the bronze has been cast, it still must be "chased" and
polished. First, the gates and sprues that were added to aid in the casting process are
removed, usually with a plasma cutter. The sculpture is then examined for casting defects
and repaired as necessary. Welding can correct most problems. It can also unite the separate
parts of a sculpture that had to be cast in several pieces due to an intricate design.
During metal chasing, welded areas are retextured, the stubs of spruing filed down, and
other areas cleaned and polished. Each metal worker must be able to reproduce any needed
texture or surface treatment to make sure that the sculpture remains true in every detail
to the original design.
When all the metal work has been completed, the sculpture receives a final polish before
the coloring, or patina, is applied.
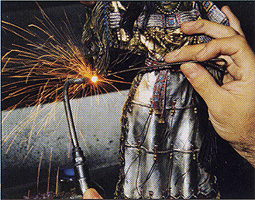
Patinating
Following specific instructions from the artist regarding the colors to use, patina workers
meticulously apply various chemicals to the metal surface. Temperature and humidity can quickly
alter the reaction of the bronze to the chemicals. Artisans at the Legends foundry use a
blowtorch to speed the oxidation process, which fuses the acid color patinas to the metal
surface.
When the sculpture has attained the desired coloration, the patina is sealed with hard waxes
and polished to a soft luster. If it passes all quality inspections, a lasting piece of art is born.

Top of page
Art gallery
Home